文章详情
大家好,我是GetBreakeR,哟咯洗裤~!来到 Hpoi 的大家庭也有一段时间了,但是都没有发过帖子,默默在暗中观察各位大佬的角♂逐♂较♂量。现在,本萌新就要在 Hpoi 写下第一篇投稿了嚯嚯!
(多图预警!图片:42;字数:3682。)
本文为大家介绍的是我首次体验利用3D打印技术制作原创手办的经历。是的你没有看错,简单来说就是自制手办!如果你曾尝试过用粘土来创作自己的手办,却苦恼于怎么也捏不出心中理想的样子,那么这次要介绍的3D打印技术或许是一条可供考虑的方案哦~
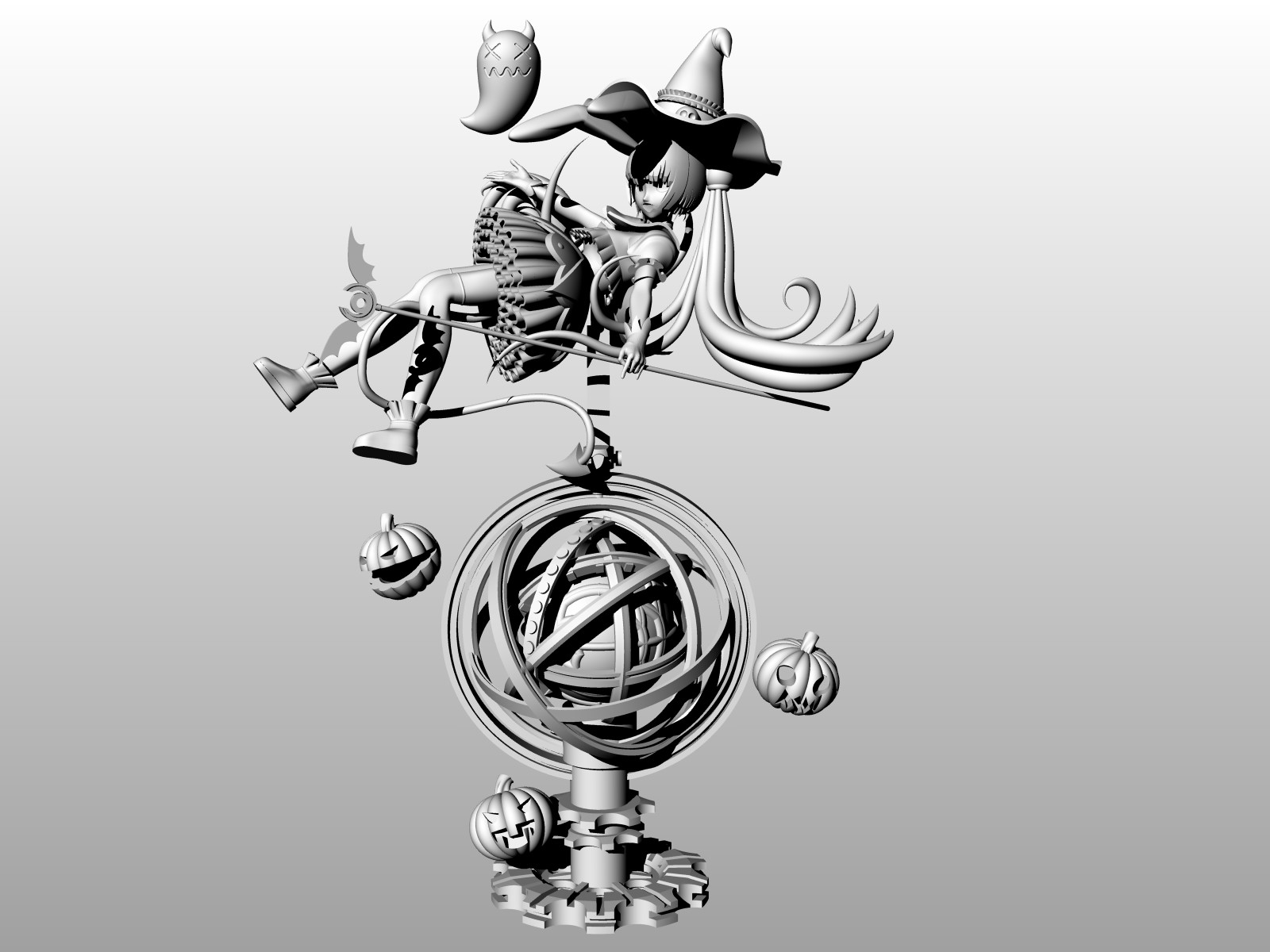
首先呈上我的数字模型和最终成品的图片(萌新双手奉上):

左边是数字模型的渲染效果图,右边是我涂装完成的制作品。emmmm.......可能大家会觉得成品看起来比数字模型粗糙不少。我很伤感地承认:的确是这样的。关于3D打印技术的优势与缺陷,下文会为大家讲解一番。
先简单介绍下3D打印技术。三维快速成型技术(通常又称3D打印技术)是近年来迅速发展的一门新兴技术,与传统成型技术相比拥有成型精度高、材料利用率高、和计算机技术完美衔接等优势,能满足高精度高复杂度零件的加工成型需求,有广泛的应用前景。这次能近距离接触到这项技术,是因为我报名参加了学校的三位快速成型技术选修课程。为了达到课程的考核要求,我需要先使用建模软件设计建造一款模型,再使用三维快速成型技术中的选择性激光烧结技术来将数字模型变成实体模型。所以,因为这次课程,我才有机会亲自尝试3D打印技术的应用。
价格方面,不同种类的3D打印技术价格会有较大差距。课程使用的选择性激光烧结技术是一种价格相对高一些的类型,使用的 EOS P395 打印机打印成本大约每厘米高度400软妹币。粉末烧结技术的原理是将数字模型切分为薄层,然后一层一层铺粉进行烧结。由于不管切层面积是多大,铺粉时都必须铺满整个打印桶,所以直接成本只和高度有关。然而实际打印时肯定是很多个模型一起打印,在打印前排布模型时把位置排得紧凑一点(打印桶的横截面积还是比较大的,EOS P 395 有一个衣柜那么大),均摊下来的成本会比直接成本低上不少。当然了,我是报名参加的课程,所以是不需要自己出钱钱的(不然我可能是打印不起的嘞)。

3D建模软件有很多,工程学、结构学的同学常用的是 CAD 和 Inventor,动画、游戏制作领域的大触们则常用MAYA、Zbrush等。CAD 和 Inventor 建模精准,但曲面构筑能力不强,适合用来建造“棱角分明”的模型,比如各种工件;MAYA 和 Zbrush 曲面和异形体的建造能力很强,也是手办行业常用的建模软件。如果你要去一个手办公司应聘原型师,这两个软件多半会是考核项目。但它们的学习难度大,短期学习是难见成效的。本次建模我使用的是Rhinoceros系列建模软件,俗称“犀牛”。该软件对硬件要求不那么高,体积小,学起来也相对容易。不仅自身能灵活地构筑曲面,还有大量插件可以拓展功能。搭配 Grasshopper 系列插件使用可以实现参数化建模,能建造出造型奇异、复杂的作品。

(图片为网络搜索结果)
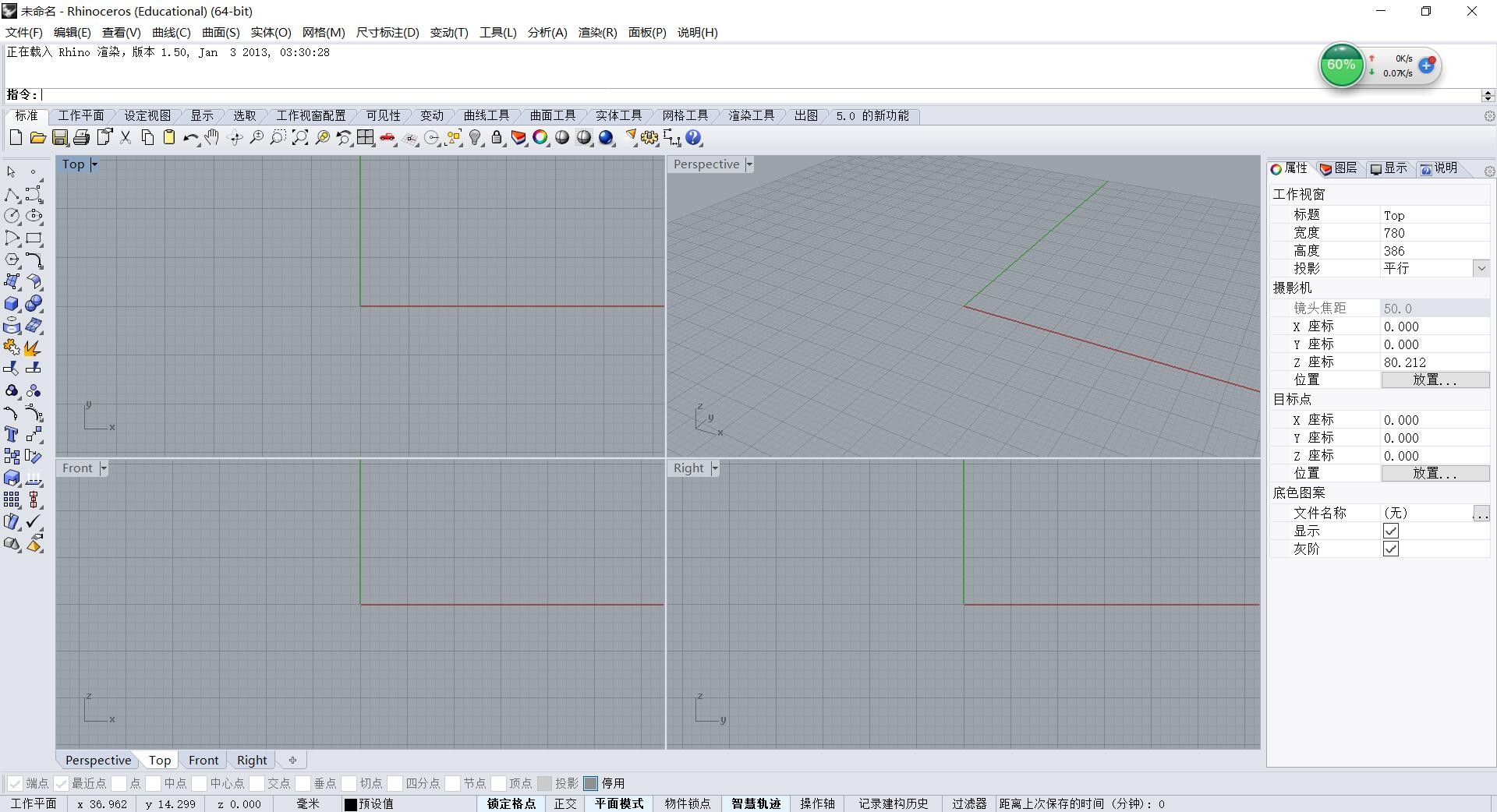
打开Rhinoceros 5 (64-bits) 的主界面,可以看到四个视图,分别是俯视(TOP)、正视(FRONT)、侧视(RIGHT)和立体视图(PERSPECTIVE)。上方有指令调用窗口,输入指令能直接调用功能或运行插件(前提是把指令背下来)。指令窗下面是横向菜单,左边是竖式选项栏,可以找到大部分建模操作。右边是多功能视窗,可以查看摄像机位置、操纵图层、变更显示设置等。下方是实时坐标显示和一些辅助功能。
这次建模使用频率最高的一些功能是:轨道扫掠(单轨、双轨),放样,变形工具(延展、弯曲、锥状化等),曲线建立(复制物件边缘、复制物件边框、在曲面上绘制曲线等),环形阵列,旋转成型,抽出(抽出曲线、抽出平面等),布尔运算(合集、差集、交集等),以及缩放、旋转、分割、平移、剪切等基本操作。建模过程本文不会赘述,有兴趣的朋友可以自行上网寻找教程进行学习哦~
作品以万圣节为主题,加入其他艺术性元素。设计期间参考了许多市面上的手办作品。最终的作品方案由两大部分组成:浑天仪和原创手办。以下丢一些建模过程中的截图。
蓬蓬裙(共四层):

又一层裙子(花边裙):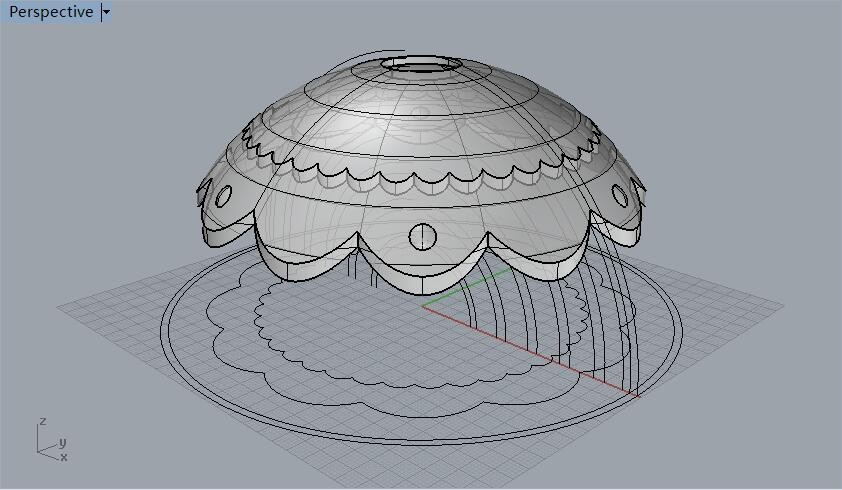
再来一层裙子(花瓣裙):
裙底(胖次是没有的,只有打底裤):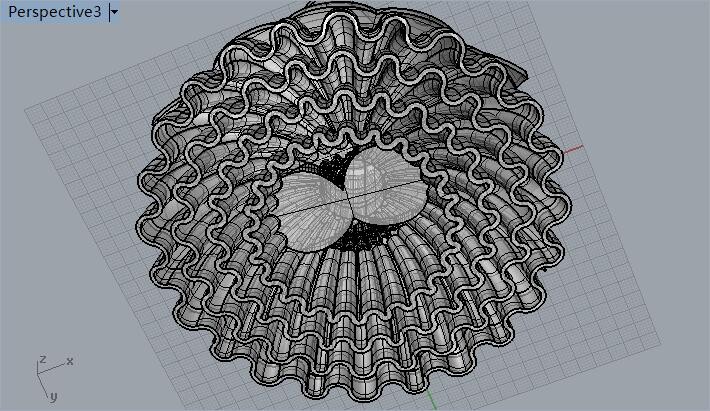
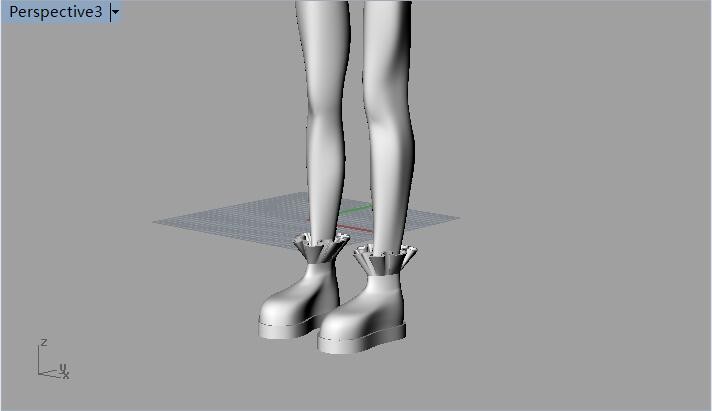
双腿与双脚(此时还没有调整腿部的姿态):
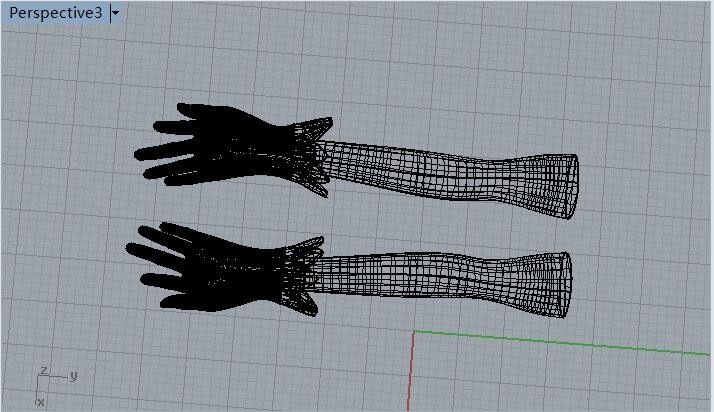
双臂和双手:
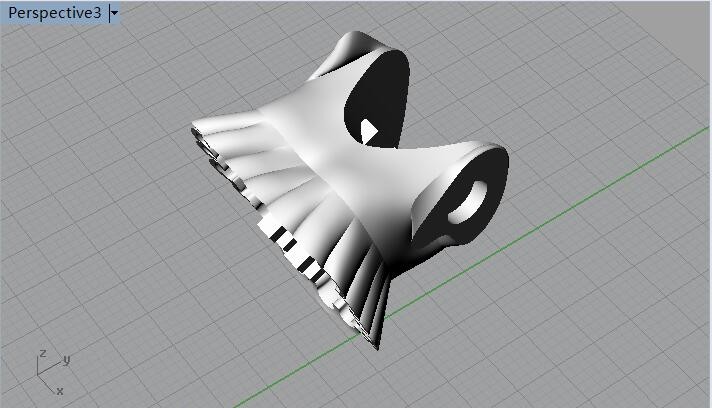
胸部:
小披风:
完整的上身:

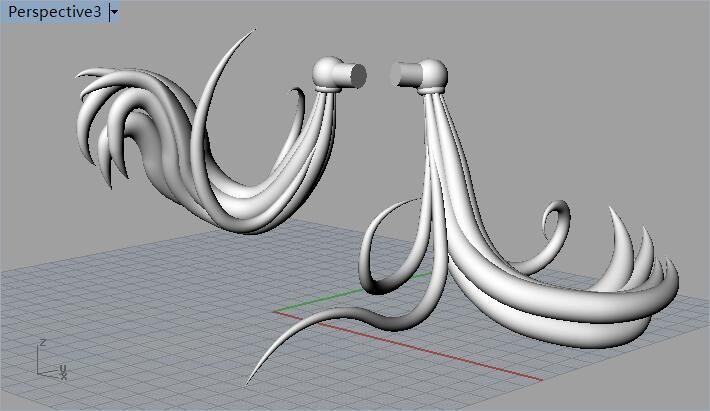
两根辫子:
前发后发与兔耳(没错我就是兽耳控!):
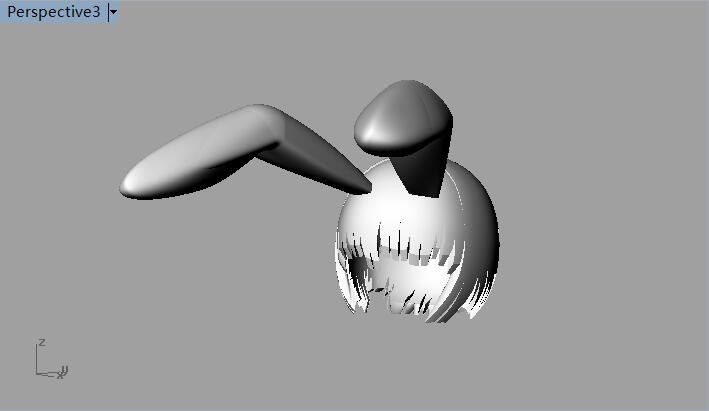
完整的头发:
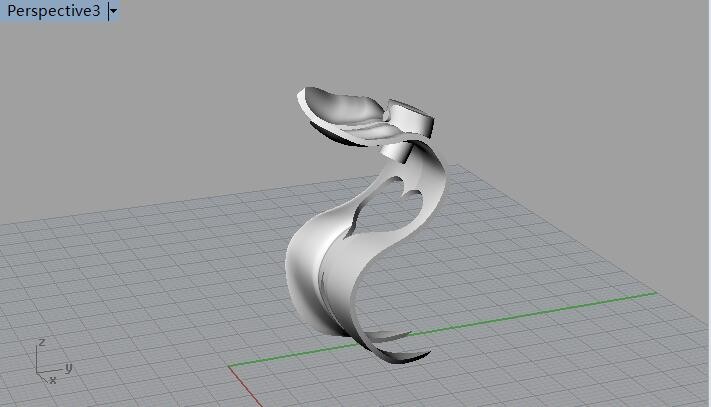
浑天仪的环状体:
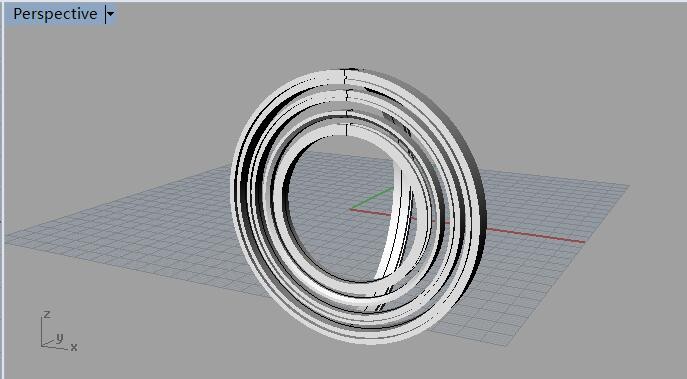
调整环状体姿态:
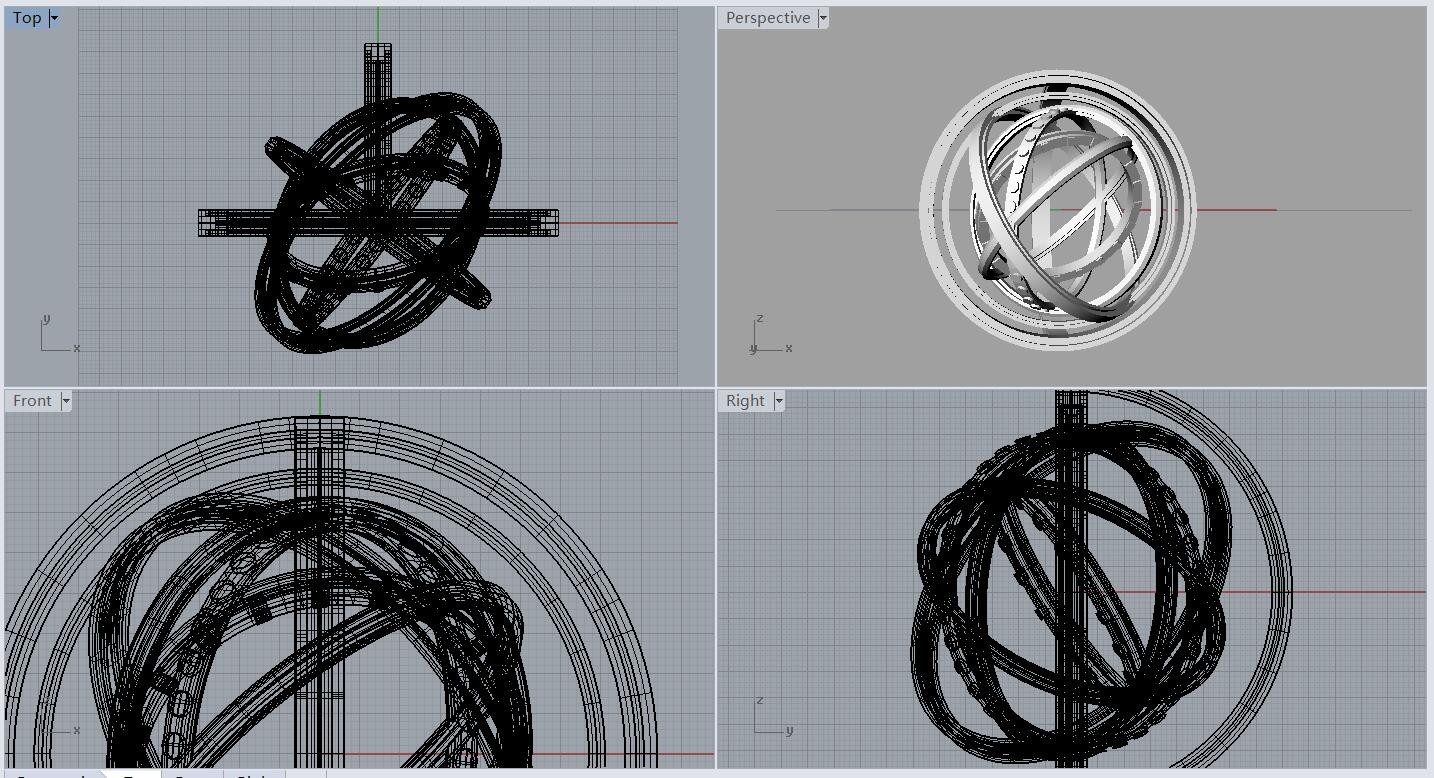
中心球体(会往里面装灯):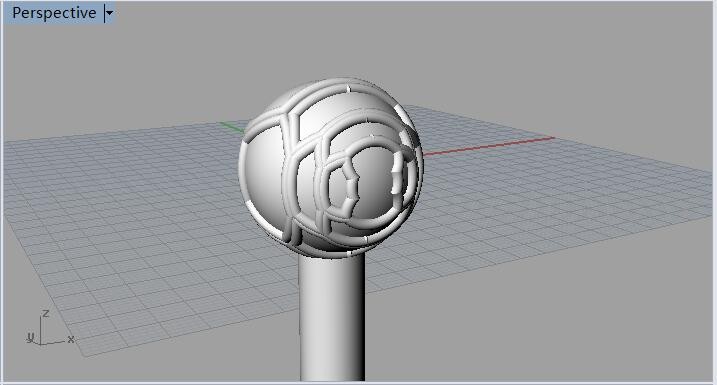
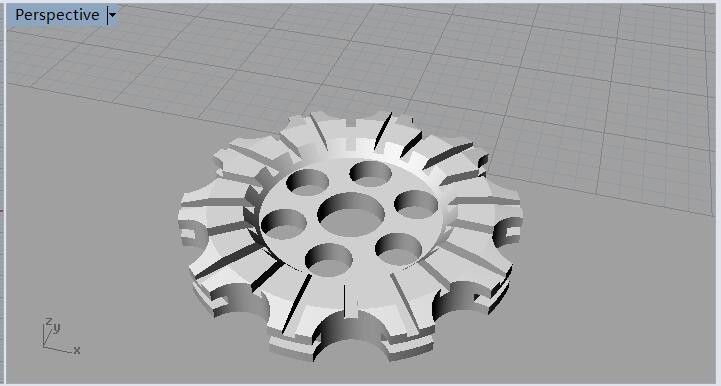
齿轮底座。
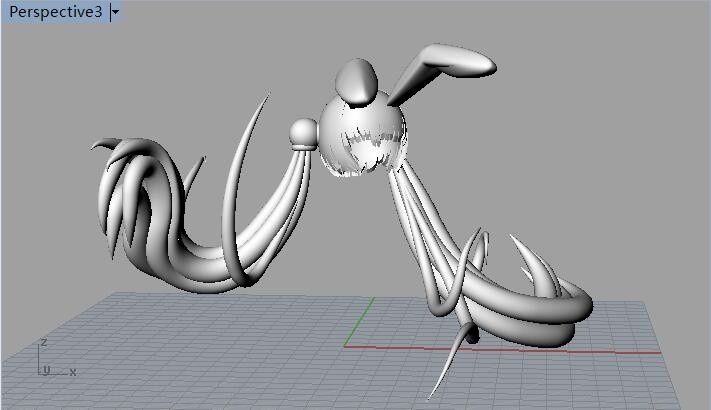
恶魔南瓜!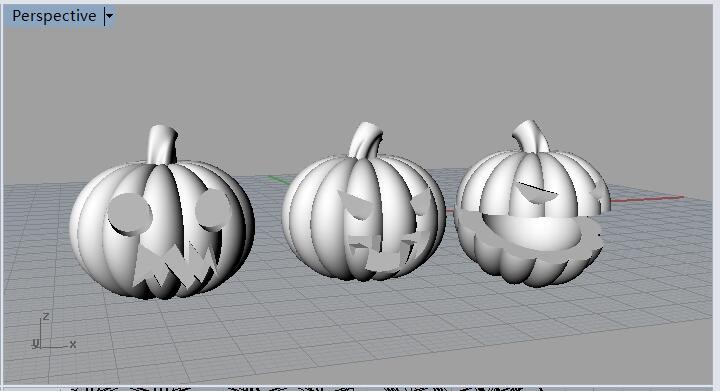
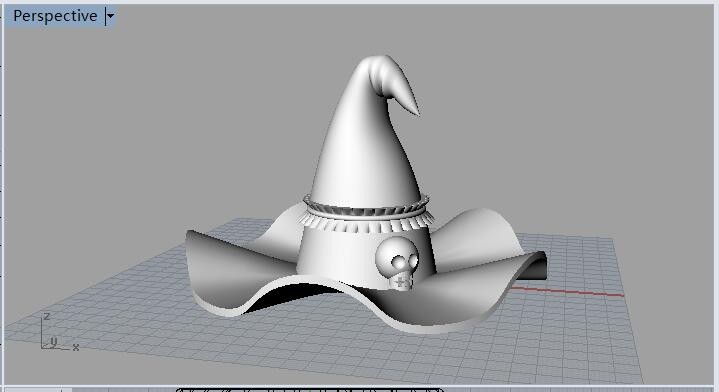
马猴烧酒尖顶帽:
调整物件位置。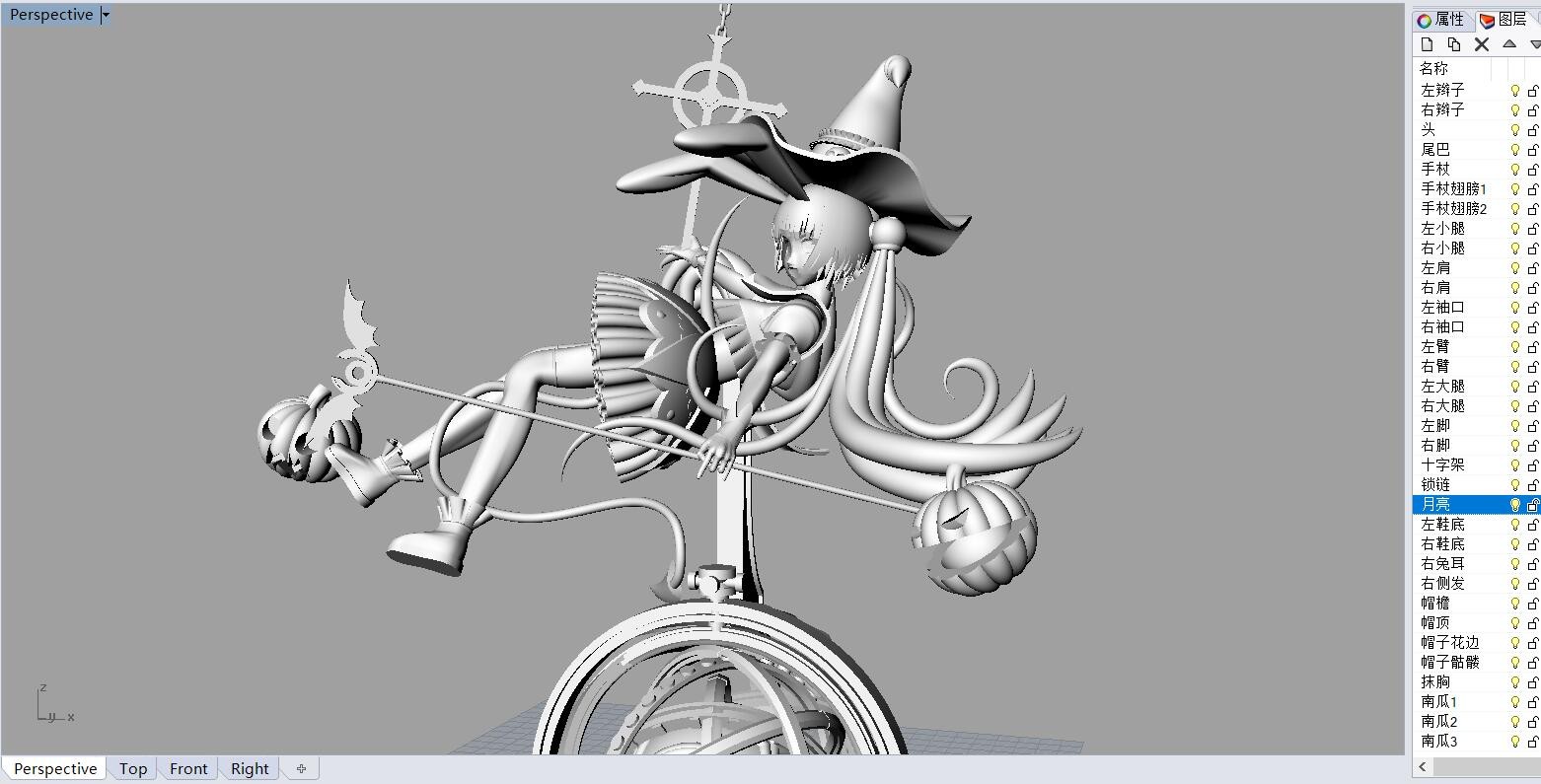
完成建模后就可以渲染出效果图了。
建好模型我已经迫不及待想打印了!但是这个3dm格式的文件是不能直接打印的,需要再用修复软件来对零件进行修复,确保每个零件的厚度及密封性。然后用打印机配备的专用切层软件来进行切层处理。最后导入进打印机的主机内进行读取才能打印哦。所以流程还是比较复杂的。
打印前要先将清理干净的钢桶用推车装入打印机内。

透过打印机仓门,可以看到内部的工作平台。激光头进行烧结工作时,内部温度会非常非常高。
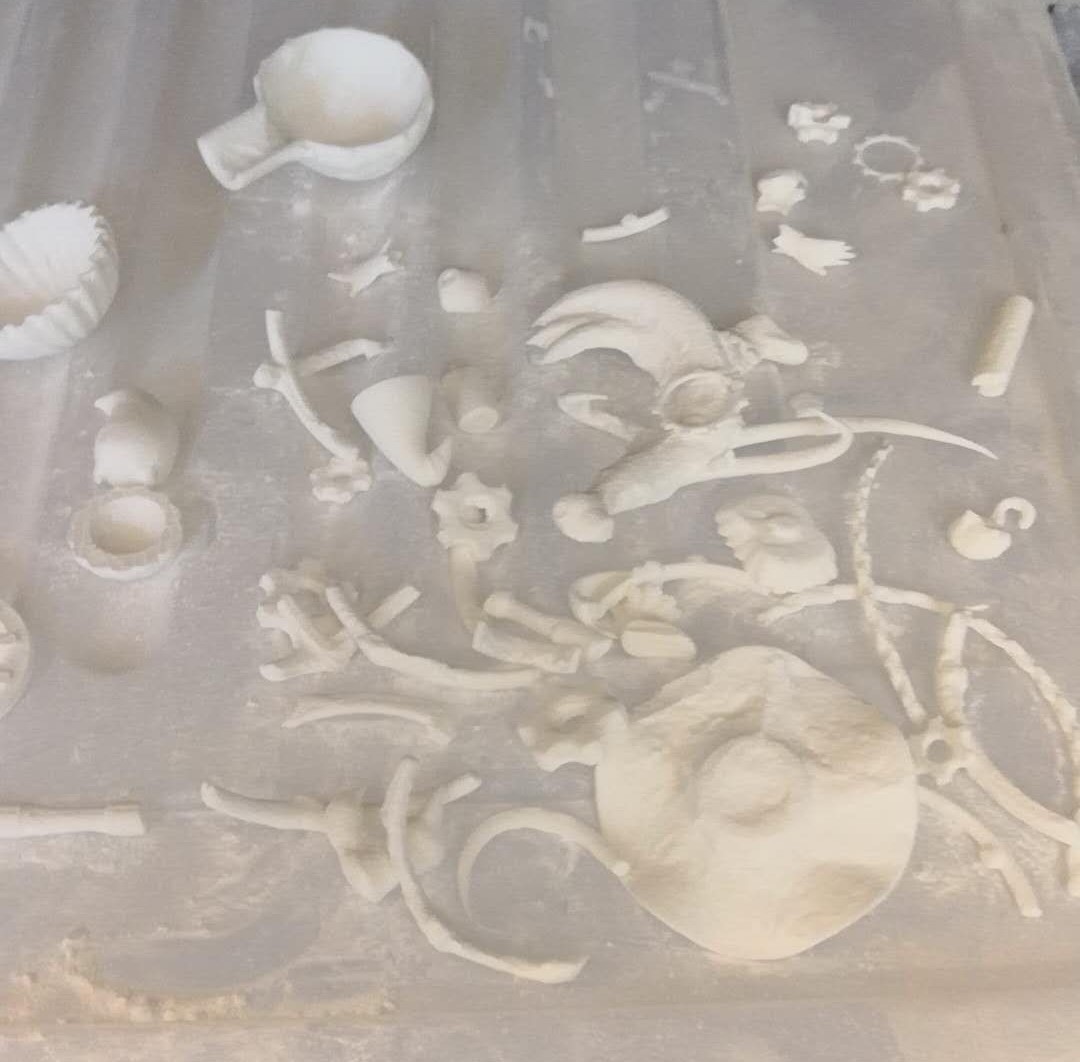
大约36小时后,本课程全部同学的作品打印完成。此时千万不能心急去取模型,因为内部材料的温度还保持在千度左右。再经过大约36小时的冷却才能下一步行动。先来看看刚打好的材料是什么样子的......哈哈,看上去就是一桶粉末而已,然而模型就埋藏在里面。需要很细心、很小心才能把模型从里面挖出来呢。

陆陆续续挖出了很多零件(建模一时爽,挖件火葬场)。大家可能想问为什么要分成这么一小块一小块的。一是为了提高空间利用率,减低成本;二是方便以后的涂装。
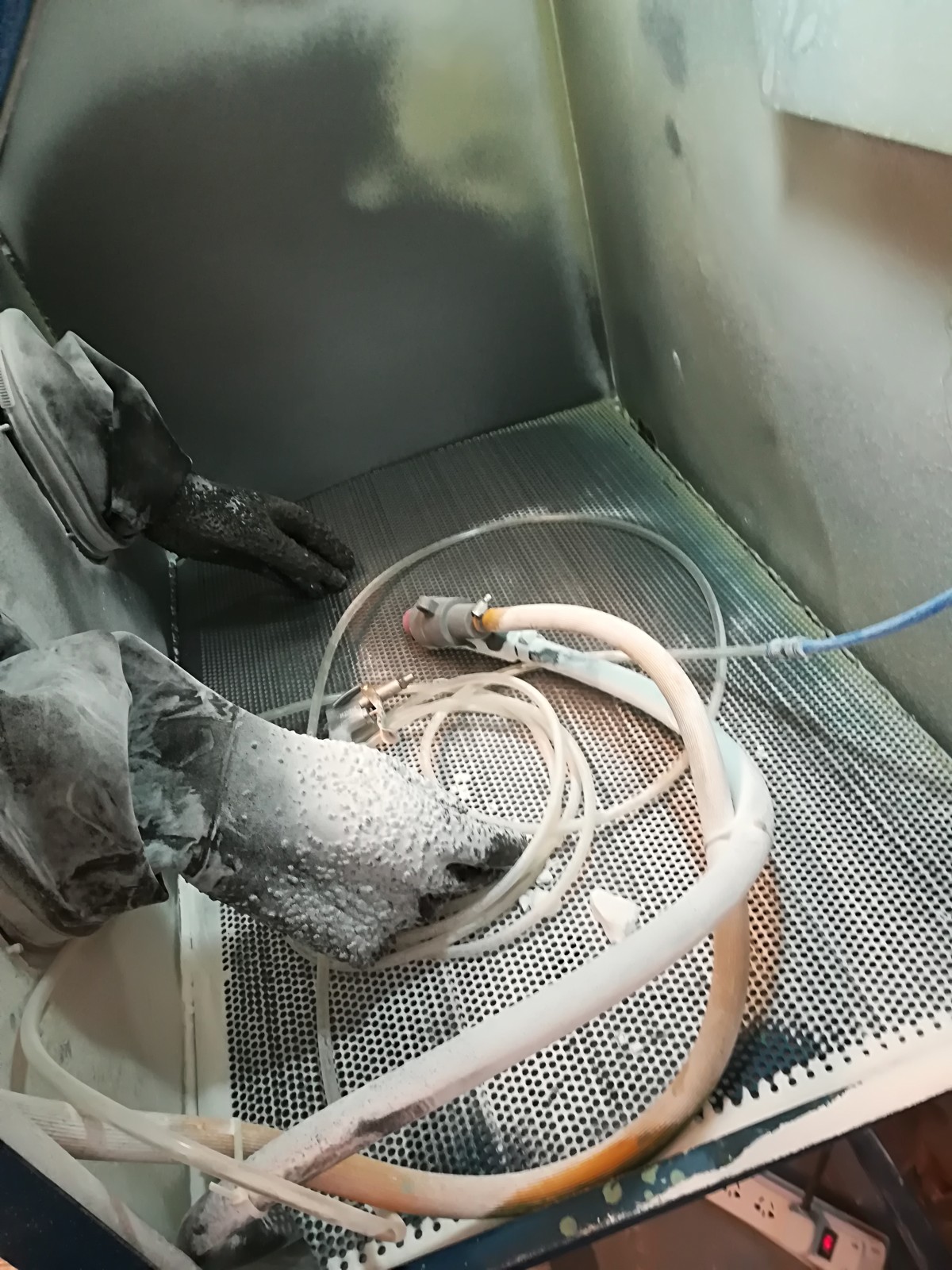
大家可以看到,刚挖出来的零件上面全是一块一块的粉料。这些粉末很细,附着力很强,普通方法清理不掉,于是我们要使用到喷砂机。喷砂机枪头喷出的砂粒可以打下零件上黏附的粉末,而砂粒自身附着力不强,可以用气枪轻松除去。喷砂机内部是这样的(那双胶皮手套有种谜之试验台的感觉?):
喷砂前与喷砂后有多大的区别?我们来做一个对比:

零件处理完,清点一下是不是齐全的。清点后发现少了一根杆件,可能是挖漏了......所幸不是关键部件。

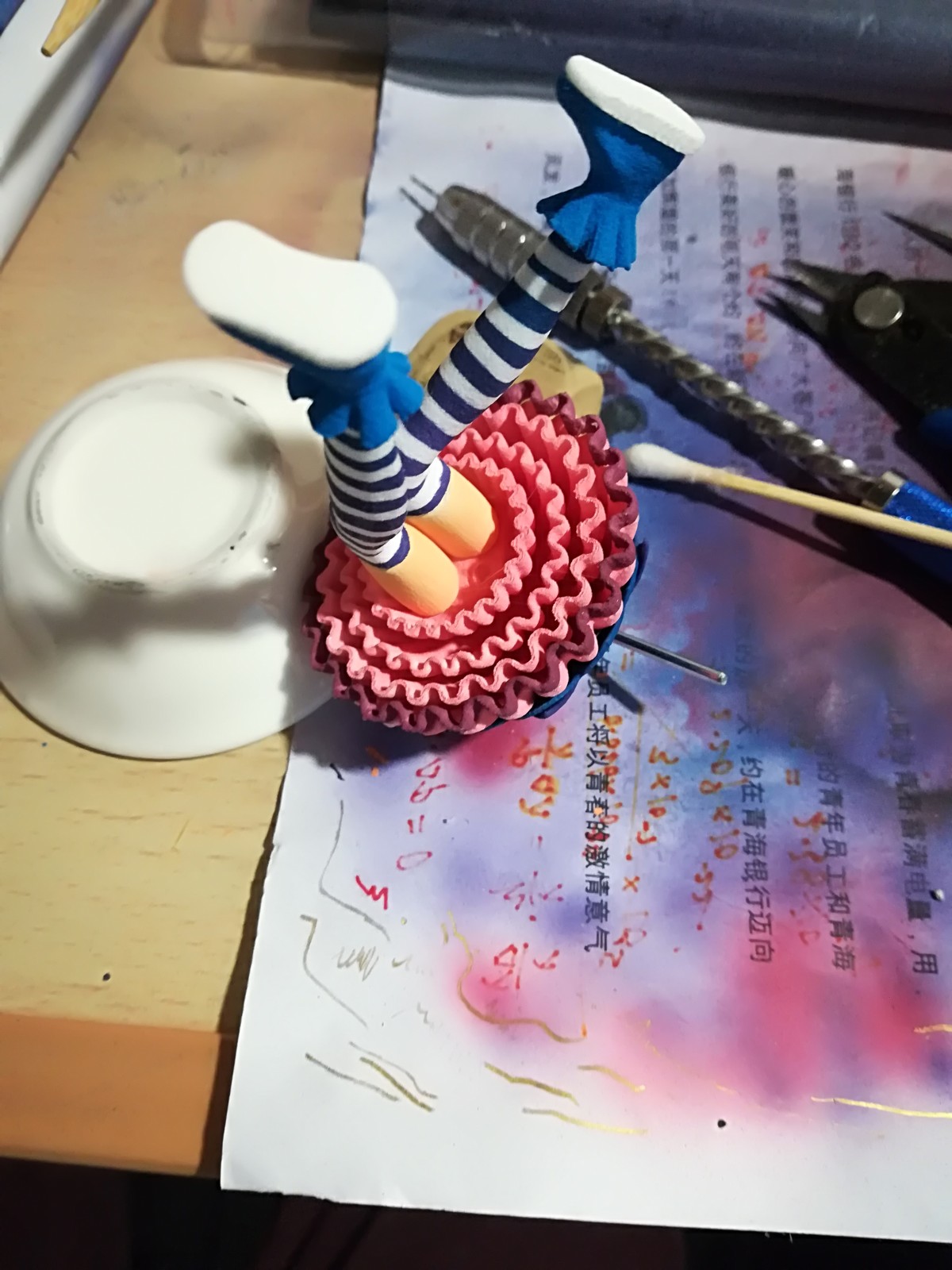
接下来就是大家喜闻乐见的涂装工作了。严格来说应该每个零件打磨一遍,因为粉末烧结后的材料表面实在是粗糙,但是实在没时间了,就直接开涂了。我也不是什么涂装dalao,就随便喷一喷、涂一涂。之前倒是好好设计了一下配色,人物部分以冷暗色调为主。丢几张涂装工作图。






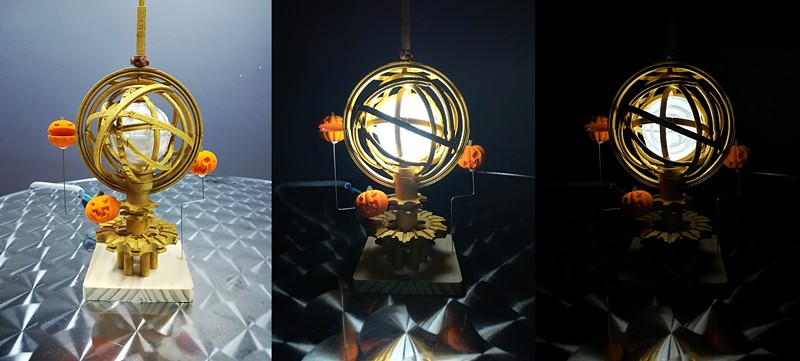
最后组装起来,组装时会用到铁丝。作品到此全部完成!放几张成品图。大家不要太在意细节。。。


中间的球体内部是装了灯的。可以把灯打开,浑天仪看起来更漂亮。
至此,可以来分析一下粉末烧结技术的优势与缺陷了。在细节呈现方面比自己预想的情况好一些。许多尖锐部分打印得很可观,尤其是头发的发梢处。前发与后发的造型上,虽然没能把发梢的缺口做出来,但线条仍有刻画。双手的手指很细,但打印出来效果很好。其他一些花边等细节以及裙子上的褶皱等效果都刻画得令人满意。此外,在设计有插孔和插桩的零件上,由于材料具有一定弹性,表现出优良的拼装性能。
然而不足之处还是很明显的。表面粗糙是最显眼的问题。由于打印机的运作方式,零件表面会留下切层的痕迹;激光烧结时激光斑的光强不均匀也使得零件表面有颗粒感。经打磨、抛光可以得到改善,但工作量会很大。另外细节呈现上,虽然比自己预想的好,但相比那些走向市场的商品还存在差距,尤其是对手办而言。零件表面光洁度和零件细节加工精度都远远达不到商品化手办的标准,可见模具成型技术所拥有的优势现阶段还是难以超越的。
还有一个严重的问题就是由粉末烧结的成型方式带来的材料材质疏松。材质疏松,零件表面不够致密,会使流动性胶水、颜料等液体渗入材料内而无法保持在材料表面,进而造成组装困难、上色效率低、上色后色泽黯淡不饱满、金属漆与光泽漆无法呈现出光泽效果等后期加工问题。如果对零件进行表面处理来提示表面致密程度,又会增加工作量,且增加加工成本。
那么本片文章到此就差不多结束啦。从建模到成型是一个艰辛的过程,自己付出了大量时间与精力,但最终的成果还是令人满意的。浑天仪亮灯的效果十分理想,就是自己想要的那种效果。我也终于利用这次课程的机会实现了长久以来渴望有一款完全由自己设计、自己制作的模型作品的愿望。此外,亲自尝试建模后,更加能够体会到原型师的辛苦。现在即便是看一些造型简单的景品,也能发现很多用心刻画的地方。所以也希望大家以后不要轻易就吐槽某某原型做得不好某某原型脸崩得厉害,因为制作原型真的很不容易,一款原型用心去看肯定会有闪光点的!
如果大家也想尝试学习软件建模,网上有专门的建模论坛能提供丰富的教程和资源,不过学习起来肯定会很花时间与精力的。此外这也是我第一次投稿,若有表述不当之处,还请大家包容并指正(若有错别字请原谅我!),谢谢咯!!~
能读到这里的伙伴,也十分感谢能抽出宝贵的时间来阅读我的投稿。我会再接再厉的!

(转载需征得作者许可,不可随意删改。)

- (✪ω✪)
- (✺ω✺)
- (∩ᵒ̴̶̷̤⌔ᵒ̴̶̷̤∩)
- (⁎⁍̴̛ᴗ⁍̴̛⁎)
- (ˊᵒ̴̶̷̤ꇴᵒ̴̶̷̤ˋ)꒰
- (˶‾᷄⁻̫‾᷅˵)
- (。◝‿◜。)
- ヾ(*ΦωΦ)ツ
- (๑•̀ω•́๑)
- ψ(`∇´)ψ
- (,,•́.•̀,,)
- ( ̄3 ̄)a
- (* ̄∇ ̄*)
- ٩(•̤̀ᵕ•̤́๑)ᵒᵏᵎᵎᵎᵎ
- (๑Ő௰Ő๑)
- (ÒωÓױ)
- (●´∀`●)ノ
- \(^o^)/
- Y(^o^)Y
- (^-^)V
- (*^__^*)
- O(∩_∩)O
- ヘ|・∀・|ノ*~●
- ☆´∀`☆
- (*≧∪≦)
- (゚▽゚)/
- ヾ(^▽^ヾ)
- ヽ(^o^)丿
- ヽ(゚∀゚)メ(゚∀゚)ノ
- (๑•̀ㅂ•́)و✧
- ヘ(゚∀゚ヘ)アヒャ
- (^.^)YYa!!
- m9(`Д´)
- (`Д´*)9
- ヽ(`⌒´)ノ
- (*´ノ皿`)
- (`皿´)
- ヽ(`Д´)ノ
- ヽ(`З’)ノ
- d(・`ω´・d*)
- (`へ´)
- (〃´皿`)q
- щ(`ω´щ)
- (╬ ̄皿 ̄)=○
- (σ`д′)σ
- (/"≡ _ ≡)/~┴┴
- (╯‵□′)╯︵┻━┻
- ┻━┻︵╰(‵□′╰)
- o(TωT)o
- (*T_T*)
- (/□\*)
- (╥╯^╰╥)
- /(ㄒoㄒ)/~~
- T^T
- ╥﹏╥...
- ┭┮﹏┭┮
- ε(┬┬﹏┬┬)3
- ヘ(;´Д`ヘ)
- ╭(╯^╰)╮
- (〒︿〒)
- (o´゚□゚`o)
- ヽ(。>д<)p
- (つД`)・゚・
- (ಥ_ಥ)
- (*゚Д゚*)
- ノ)゚Д゚(
- щ(゚Д゚щ)
- 乂(゚Д゚三゚Д゚)乂
- Σ(o゚д゚oノ)
- !?(・_・;?
- 《(;´Д`)》
- Σ(゚д゚lll)
- (;゚∀゚)=3ハァハァ
- (⊙ˍ⊙)
- ⊙﹏⊙|||
- Σ( ° △ °|||)︴
- ┏(゜ロ゜;)┛
- (°□°;)
- ∑(っ °Д °;)っ
- :-O
